
30年 激光設備制造經驗
奔騰切割機服務熱線:18057793666
30年 激光設備制造經驗

激光復合焊在鋼制熱水器內膽焊接中的應用
作者:奔騰激光(guang)(浙江)股份有(you)限公司
瀏覽:
發表時間:2024-12-11 16:26:49
激(ji)光焊(han)接技術作為新(xin)型的焊(han)接工(gong)藝被越來(lai)越多人所熟知。激(ji)光焊(han)接效率高,焊(han)接變(bian)形小,被廣泛應用于汽車制造(zao)、航空航天、軍工(gong)、五金制造(zao)等。特別是手(shou)持(chi)激(ji)光焊(han)的出現,加快了(le)激(ji)光焊(han)接在工(gong)業生(sheng)產中的應用。
一(yi)般(ban)來說,激(ji)(ji)(ji)光(guang)電(dian)弧(hu)復(fu)(fu)合焊(han)(han)(han)采用激(ji)(ji)(ji)光(guang)和電(dian)弧(hu)雙熱(re)(re)源(yuan),共同(tong)作用在材料表(biao)面,實現材料的(de)(de)(de)熔化(hua),隨著熱(re)(re)源(yuan)的(de)(de)(de)移動(dong),熔池凝(ning)固(gu)形成連續(xu)焊(han)(han)(han)縫。激(ji)(ji)(ji)光(guang)電(dian)弧(hu)復(fu)(fu)合焊(han)(han)(han)一(yi)般(ban)應(ying)用在厚板焊(han)(han)(han)接(jie)(jie)中,其優勢比較明顯(xian)。在焊(han)(han)(han)接(jie)(jie)效(xiao)率方(fang)面,激(ji)(ji)(ji)光(guang)電(dian)弧(hu)復(fu)(fu)合焊(han)(han)(han)的(de)(de)(de)效(xiao)率為傳(chuan)統弧(hu)焊(han)(han)(han)效(xiao)率的(de)(de)(de)3倍以上,在焊(han)(han)(han)材(焊(han)(han)(han)絲、氣體)消耗方(fang)面,激(ji)(ji)(ji)光(guang)電(dian)弧(hu)復(fu)(fu)合焊(han)(han)(han)是傳(chuan)統焊(han)(han)(han)接(jie)(jie)的(de)(de)(de)1/5左(zuo)右。且激(ji)(ji)(ji)光(guang)電(dian)弧(hu)復(fu)(fu)合焊(han)(han)(han)在焊(han)(han)(han)接(jie)(jie)厚板時(shi)不需要開坡口,省時(shi)省力。因此,在船(chuan)舶行業中船(chuan)板拼焊(han)(han)(han)、工(gong)程機(ji)械中起重(zhong)機(ji)吊臂的(de)(de)(de)焊(han)(han)(han)接(jie)(jie)均采用了該技術(shu)。

奔騰(teng)激光為某(mou)軍工產(chan)品焊接研發的20KW激光電弧復合焊接機
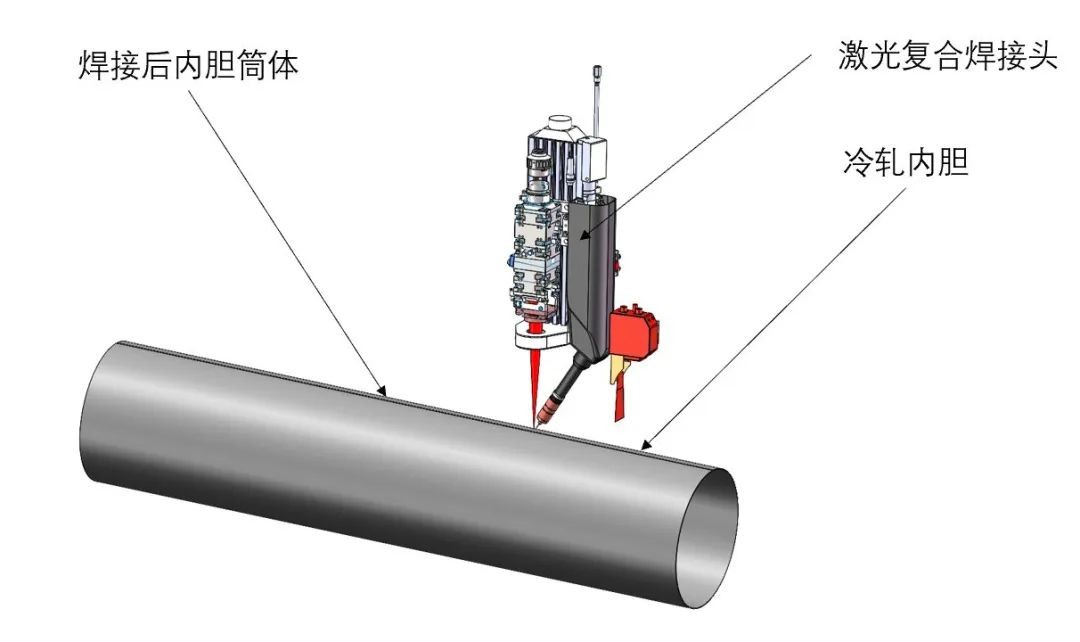
隨(sui)著MIG/MAG技(ji)(ji)術的(de)不斷(duan)發(fa)展(zhan),激(ji)光(guang)(guang)電(dian)弧復合焊(han)(han)同(tong)樣適(shi)用于薄板的(de)高速焊(han)(han)接。近期,奔騰激(ji)光(guang)(guang)聯(lian)合某(mou)家電(dian)企業巨頭(tou),聯(lian)合研(yan)發(fa)了激(ji)光(guang)(guang)+microMIG復合焊(han)(han)接技(ji)(ji)術在(zai)電(dian)熱水器(qi)鋼(gang)制內膽焊(han)(han)接中(zhong)的(de)應用。
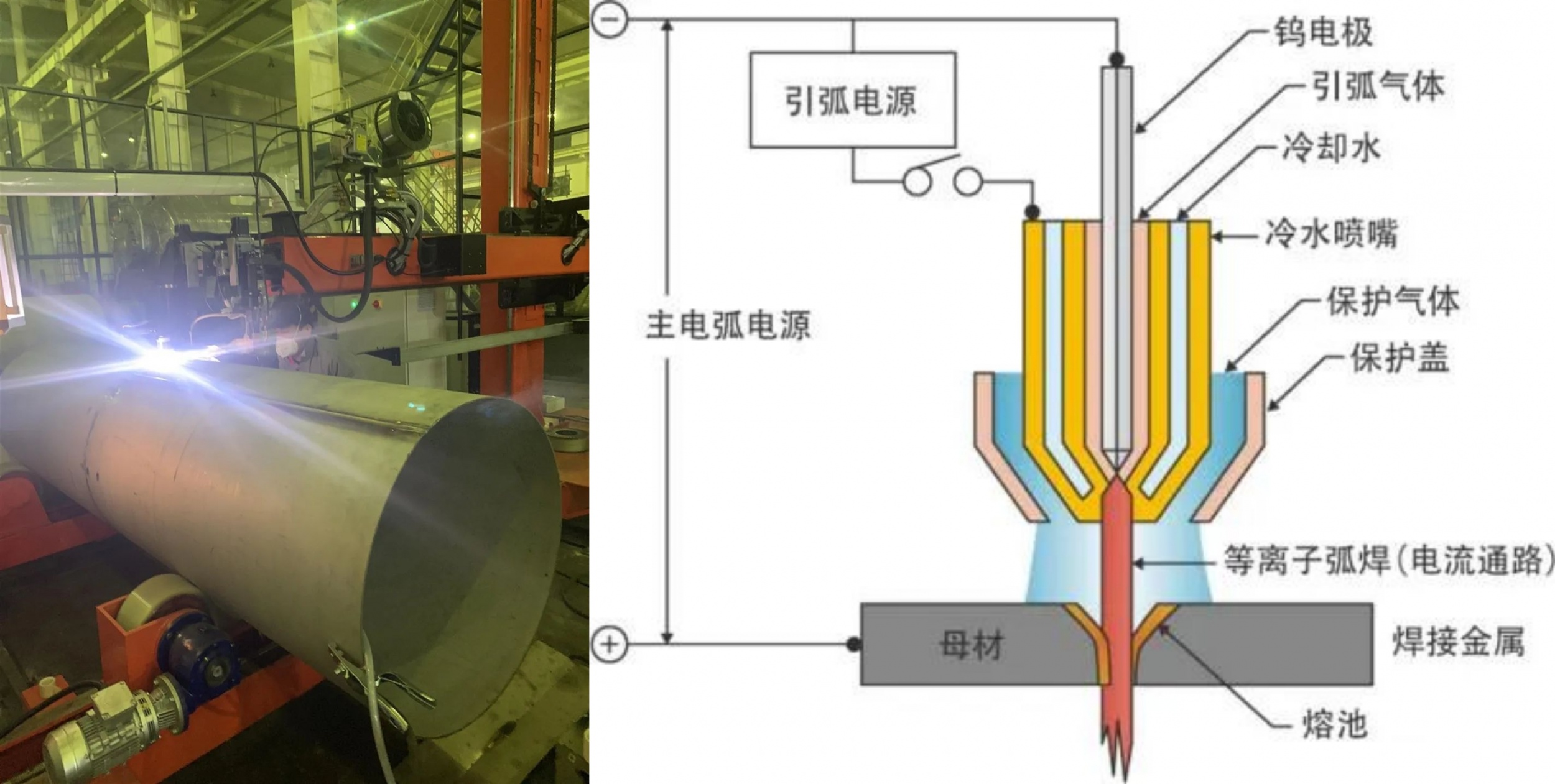
在傳統制造中,熱(re)水器(qi)內膽(dan)采用等(deng)離(li)(li)子(zi)焊接(jie)工藝。等(deng)離(li)(li)子(zi)焊接(jie)采用等(deng)離(li)(li)子(zi)弧高能(neng)量密度束(shu)流(liu)作為焊接(jie)熱(re)源的熔焊方法。等(deng)離(li)(li)子(zi)弧功率(lv)密度低,能(neng)量集(ji)中性低于激光,因此無(wu)法實現高速(su)焊接(jie),這就限制了(le)熱(re)水器(qi)內膽(dan)的生產效率(lv)。
激光(guang)作為能量密度最高的熱源,被廣泛(fan)應用在鋰電池(chi)造(zao)紙、汽車零部(bu)件、航空航天部(bu)件,軍工(gong)等產品(pin)的焊(han)(han)(han)(han)(han)接中(zhong)。但是激光(guang)焊(han)(han)(han)(han)(han)接也存在一定的應用局限(xian),例(li)如在激光(guang)自熔焊(han)(han)(han)(han)(han)工(gong)藝中(zhong),對焊(han)(han)(han)(han)(han)縫(feng)組對間隙(xi)(xi)要(yao)(yao)求(qiu)很高,間隙(xi)(xi)一致性高,間隙(xi)(xi)小。因此,為實現高速焊(han)(han)(han)(han)(han)接要(yao)(yao)求(qiu),且焊(han)(han)(han)(han)(han)縫(feng)要(yao)(yao)求(qiu)飽(bao)滿,表面余高大的前提(ti)下,需要(yao)(yao)采用激光(guang)電弧復合焊(han)(han)(han)(han)(han)工(gong)藝。
熱(re)水器碳鋼(gang)內(nei)膽厚(hou)度(du)(du)(du)一般小于2mm,屬于薄板(ban)厚(hou)度(du)(du)(du)范圍(wei)。傳(chuan)統(tong)的(de)MIG/MAG與激(ji)(ji)(ji)光(guang)(guang)進行復合后焊(han)(han)(han)(han)接(jie),會導致焊(han)(han)(han)(han)縫(feng)熱(re)輸入(ru)量大,焊(han)(han)(han)(han)縫(feng)HAZ區域變大,硬(ying)度(du)(du)(du)提高,不利于提高內(nei)膽的(de)疲(pi)勞(lao)強(qiang)度(du)(du)(du)。因此(ci),奔(ben)騰激(ji)(ji)(ji)光(guang)(guang)提出采用激(ji)(ji)(ji)光(guang)(guang)+microMIG(CMT)焊(han)(han)(han)(han)接(jie)工(gong)藝(yi)。激(ji)(ji)(ji)光(guang)(guang)+ microMIG(CMT)復合既可(ke)以(yi)實現全熔透的(de)激(ji)(ji)(ji)光(guang)(guang)高速(su)焊(han)(han)(han)(han)接(jie),microMIG(CMT)又可(ke)以(yi)保證焊(han)(han)(han)(han)縫(feng)表面成(cheng)形及余高。經奔(ben)騰激(ji)(ji)(ji)光(guang)(guang)多(duo)次焊(han)(han)(han)(han)接(jie)測試,激(ji)(ji)(ji)光(guang)(guang)+microMIG(CMT)最高焊(han)(han)(han)(han)接(jie)速(su)度(du)(du)(du)可(ke)達到3.6m/min,是傳(chuan)統(tong)等(deng)離子焊(han)(han)(han)(han)接(jie)效率的(de)3倍以(yi)上(shang)。同時焊(han)(han)(han)(han)材消耗為(wei)原有焊(han)(han)(han)(han)接(jie)工(gong)藝(yi)的(de)1/3。
激光+microMIG(CMT)焊(han)接后的(de)內(nei)(nei)膽直縫(feng)正表(biao)面(mian)余(yu)(yu)高(gao)控(kong)制(zhi)在(zai)(zai)1mm以內(nei)(nei),熔寬在(zai)(zai)3mm左右,底部焊(han)縫(feng)表(biao)面(mian)余(yu)(yu)高(gao)控(kong)制(zhi)在(zai)(zai)0.5mm以內(nei)(nei),熔寬在(zai)(zai)1.5mm左右。焊(han)接后的(de)樣(yang)品焊(han)縫(feng)一(yi)次性成形均勻飽滿。

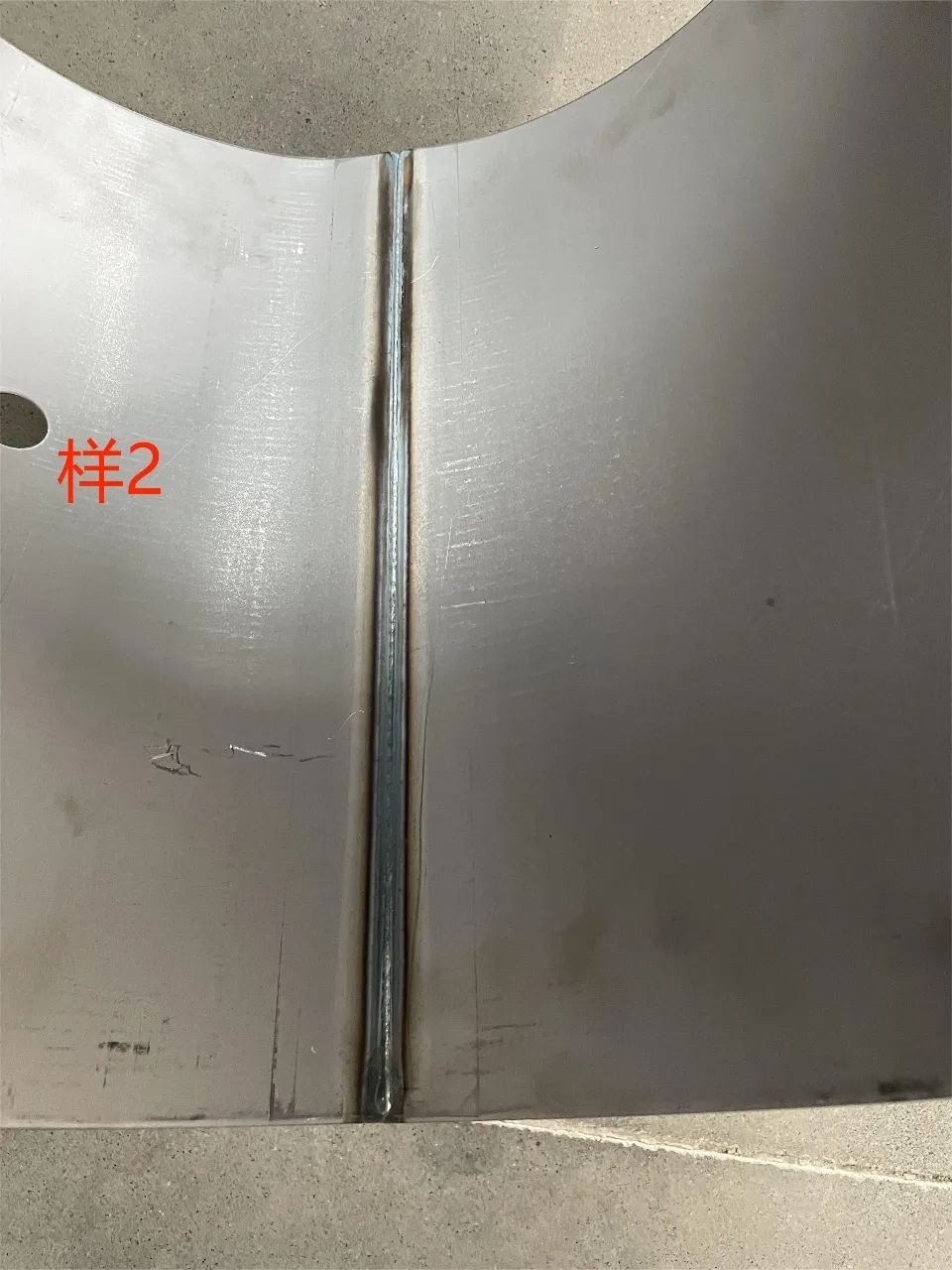
焊縫表面成形圖(tu)片
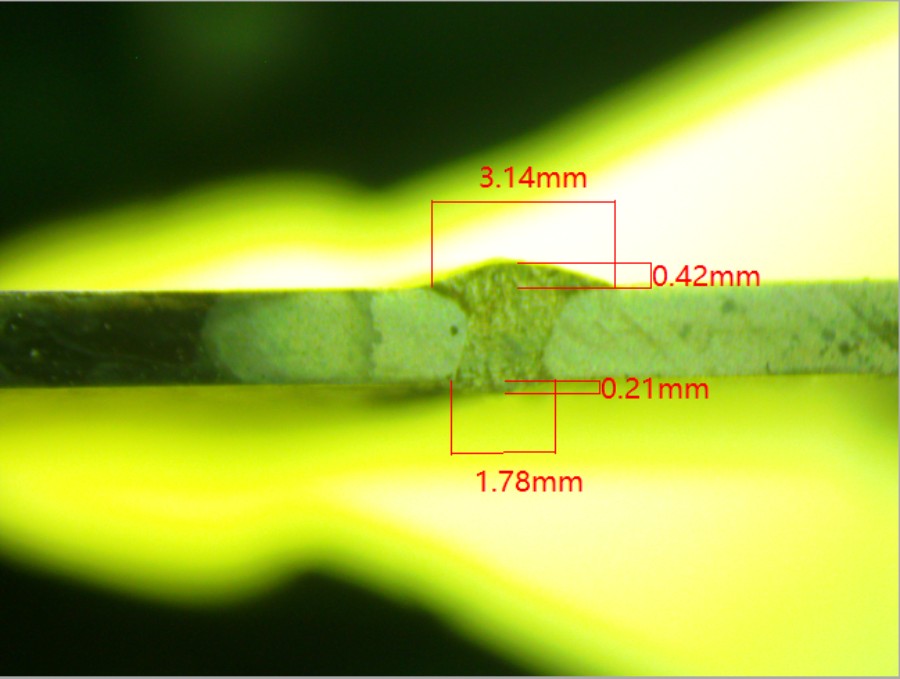
焊縫熔深檢測圖片
相比與(yu)傳(chuan)統等(deng)離子焊(han)接(jie)(jie),激(ji)光+microMIG(CMT)可在保證焊(han)縫質量(liang)的(de)前提(ti)下實現高效焊(han)接(jie)(jie),焊(han)接(jie)(jie)后的(de)內(nei)膽經疲(pi)勞(lao)測試(shi),最(zui)高超過20余萬(wan)次(16萬(wan)次疲(pi)勞(lao)測試(shi)為合格)。滿足了電熱水器(qi)鋼制(zhi)內(nei)膽焊(han)接(jie)(jie)要(yao)求(qiu)。
此(ci)次(ci)奔騰激光(guang)與國內(nei)某家電巨頭企業共(gong)同(tong)研發(fa)的激光(guang)電弧復合(he)焊(han)技術在電熱水器(qi)內(nei)膽焊(han)接上的應用,開(kai)辟了激光(guang)電弧復合(he)焊(han)技術在薄板高速焊(han)接中的應用,為(wei)未(wei)來家電產品激光(guang)焊(han)接提供了新思路。
更多激光電弧復合焊技術,敬請期待。

奔騰激光成(cheng)立于2007年(nian),是一家專業從事激光切割焊接設備研發(fa)制造和銷售的集團公司。公司總部在浙江省溫州經濟(ji)技術(shu)開(kai)發(fa)區,在中(zhong)國武漢(han),溫州,臨沂和意大(da)利佛羅(luo)倫薩建(jian)有四大(da)制造基地。

掃一掃關注我們
ICP備:
